Maison / Blogue / Nouvelles de l'industrie / Pourquoi devriez-vous choisir une machine de refendage à air de type cisaillement plutôt que d'autres méthodes de refendage ?

Demander un devis

Dans les opérations de transformation où des rouleaux de film, de papier d'aluminium, de papier, de tissu non tissé ou de matériau d'emballage flexible doivent être découpés en largeurs plus étroites, le choix du mécanisme de coupe a un impact direct et mesurable sur la qualité des bords, la vitesse de production, le rendement en matériau et le coût de maintenance de l'équipement. Le Machine de refendage à coupeur d'air de type cisaillement - une configuration qui utilise des lames de cisaille rotatives à actionnement pneumatique pour couper le matériau grâce à une action de cisaillement semblable à celle d'un ciseau - est devenue l'une des technologies de refendage les plus largement adoptées dans la conversion de matériaux d'emballage, électroniques, médicaux et industriels. Comprendre les avantages spécifiques qu'offre ce type de machine par rapport aux alternatives de coupe entaillée, de coupe par écrasement et de coupe au rasoir fournit une base claire pour prendre des décisions éclairées en matière d'équipement.
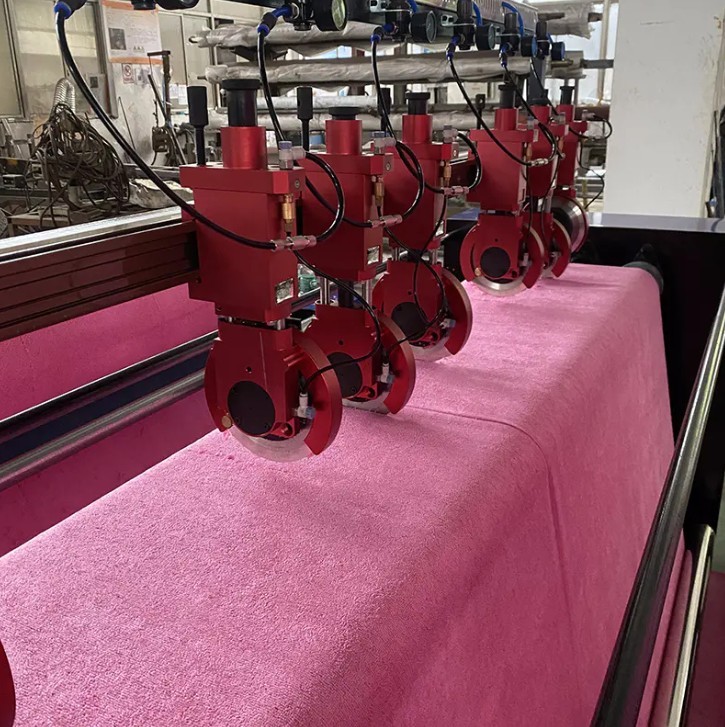
Avant d’examiner les avantages, une compréhension claire du principe de fonctionnement est utile. Dans une configuration de refendage de type cisaillement, des paires de lames circulaires supérieure et inférieure sont positionnées le long de la largeur du trajet de la bande. La lame supérieure chevauche la lame inférieure d'une quantité contrôlée - généralement 0,5 à 2,0 mm — et les deux lames contrarotatives appliquent une force de cisaillement à la bande lorsqu'elle passe entre elles, la coupant de la même manière mécanique que des ciseaux coupant du papier. La désignation « coupeur pneumatique » fait référence au système d'actionnement pneumatique : des cylindres à air comprimé engagent et désengagent les porte-lames, positionnant les lames avec précision et appliquant une force latérale constante et contrôlable pour maintenir un contact lame à lame correct tout au long du parcours de refendage.
Ce système d'engagement pneumatique est fondamental pour plusieurs des avantages opérationnels les plus importants de la machine. Contrairement aux porte-lames fixés mécaniquement qui nécessitent un repositionnement manuel à l'aide d'outils manuels, les supports à actionnement pneumatique peuvent être engagés et désengagés rapidement à partir d'un panneau de commande, et la pression d'air fournie à chaque station de lame contrôle directement la force latérale – appelée force latérale ou force de chevauchement – appliquée aux lames. Le réglage de cette force en modifiant la pression d'alimentation prend quelques secondes, sans arrêter la machine ni toucher physiquement l'ensemble de lames.
La qualité des bords est la caractéristique de sortie la plus importante de toute opération de refendage, et le mécanisme de coupe par cisaillement produit des bords toujours plus propres que les méthodes de coupe par entaille ou par écrasement sur la plus large gamme de types de matériaux. Lors du refendage par cisaillement, les fibres du matériau ou les chaînes moléculaires sont proprement coupées par des faces de lame opposées passant à proximité, avec une force de compression minimale appliquée perpendiculairement à la surface de la bande. Cela produit un bord fendu droit, lisse et exempt de déchirures irrégulières, de génération de poussière ou de courbure des bords que la coupe en incision produit souvent dans des matériaux cassants ou en couches.
Pour les films multicouches utilisés dans les emballages flexibles, tels que les stratifiés PET/AL/PE ou nylon/PE, l'action de coupe par cisaillement maintient chaque couche en compression entre les deux lames simultanément, empêchant ainsi le délaminage intercouche au niveau du bord de la fente qui se produit généralement lorsque les méthodes de coupe par écrasement appliquent une charge de compression inégale sur l'épaisseur du stratifié. La feuille d'aluminium, qui est particulièrement sujette à la fissuration des bords sous une contrainte de coupe, répond particulièrement bien à la coupe par cisaillement, car l'action de cisaillement répartit la contrainte de coupe latéralement plutôt que de la concentrer sur une ligne de coupe.
Des bords de fente propres présentent des avantages en cascade tout au long de la chaîne d'approvisionnement de transformation et d'utilisation finale. Dans les emballages imprimés, les défauts de bord génèrent des rejets de qualité visibles au détail. Lors du refendage de feuilles d'électrodes de batterie pour cellules lithium-ion, des bords sans bavures sont une exigence critique en matière de sécurité : les bavures métalliques au bord de l'électrode peuvent pénétrer dans le séparateur et provoquer des courts-circuits internes. Dans les emballages médicaux, l’intégrité des bords fait partie de la validation de la qualité du sceau. Le rendement constant des bords du coupeur pneumatique à cisaillement réduit les taux de défauts à ces points de contrôle en aval, réduisant ainsi le coût total de la qualité tout au long de la chaîne de production.
Dans les environnements de transformation à forte mixité où les largeurs de fente changent fréquemment entre les ordres de production, le temps requis pour repositionner les ensembles de lames est un facteur direct des temps d'arrêt des machines et des coûts de main d'œuvre. Le système d’actionnement pneumatique de la machine à refendre à air répond directement à ce problème. Les porte-lames sont montés sur un arbre ou une poutre de précision et peuvent être glissés dans les positions requises avec les lames à l'état désengagé. Une fois positionnées, appuyer sur la commande d'engagement pneumatique amène les lames en contact de coupe en moins d'une seconde par station, sans aucun serrage, serrage ou réglage mécanique manuel des porte-lames individuels.
Sur les machines complètes, la force latérale appliquée par les vérins pneumatiques peut être réglée individuellement par station de lame à l'aide de régulateurs de pression proportionnels, permettant à l'opérateur d'affiner la qualité de coupe pour différents matériaux ou différentes positions sur la largeur de la bande — par exemple, en appliquant une force latérale plus élevée aux stations de coupe des bords et une force plus faible aux positions de fente intérieure — sans changer de lame ou de matériel. Ce niveau de contrôle par station n'est pas disponible sur les systèmes de refendage à actionnement mécanique et constitue un avantage significatif en termes de flexibilité de processus pour les convertisseurs exécutant diverses spécifications de matériaux sur la même machine.
De nombreuses applications de conversion sont très sensibles à la contamination particulaire. Les bandes de composants électroniques, les films optiques, les emballages de dispositifs médicaux et les matériaux traités en salle blanche ne peuvent pas tolérer la poussière de coupe ou les micro-débris déposés sur la surface de la bande pendant le refendage. Les méthodes de coupe entaillée et de coupe par écrasement appliquent une force de compression qui fracture le matériau au niveau de la ligne de coupe, générant de fines particules (en particulier celles provenant de matériaux cassants tels que les films PET, le polypropylène et les papiers couchés) qui contaminent à la fois les rouleaux refendus et l'environnement de transformation.
Le mécanisme de coupe par cisaillement produit beaucoup moins de particules car le matériau est coupé par des faces de lame opposées plutôt que fracturé sous compression. L'action propre des ciseaux laisse un minimum de matière sur la face coupée qui se détache sous forme de débris. Pour les applications nécessitant normes de propreté équivalentes à la classe ISO 7 ou supérieure , la refente par cisaillement est généralement la seule méthode de coupe mécaniquement viable capable de répondre aux exigences en matière de particules sans enfermer la totalité de la zone de refendage dans un environnement filtré et sous pression.
La réduction de la génération de poussière profite également à la longévité des lames et de la machine. La poussière de coupe qui n'est pas extraite efficacement de la machine s'accumule sur les surfaces d'appui, les guides linéaires et les porte-lames, accélérant l'usure et contribuant à l'imprécision de positionnement au fil du temps. Une machine de coupe par cisaillement utilisant des matériaux propres produit moins de contamination interne, réduisant ainsi la fréquence de maintenance et prolongeant l'intervalle d'entretien entre les remplacements de composants de précision.
Les machines de refendage à air de type cisaillement sont conçues pour le traitement continu de bandes à grande vitesse. Les machines modernes de cette catégorie fonctionnent à des vitesses de bande allant de 200 m/min pour les stratifiés plus lourds jusqu'à 800 m/min ou plus pour les applications en couches minces , en fonction du matériau, de la largeur de fente et des exigences de tension d'enroulement. L'action de coupe par cisaillement rotatif évolue en douceur avec l'augmentation de la vitesse de la bande, car la force de coupe est appliquée en continu par les lames contrarotatives plutôt que par intermittence comme dans les configurations de découpe ou de perforation. Il n’existe aucun événement d’impact mécanique qui limiterait la vitesse ou nécessiterait un équilibrage dynamique à des vitesses élevées.
Fondamentalement, la force latérale pneumatique qui maintient le contact de la lame est indépendante de la vitesse de la bande : il s'agit d'une force statique appliquée par le vérin pneumatique, quelle que soit la vitesse à laquelle la bande se déplace dans la zone de coupe. Cela signifie que la qualité des bords produits à 100 m/min est essentiellement identique à la qualité des bords à 600 m/min, à condition que la tension et le suivi soient correctement contrôlés. En revanche, les méthodes de coupe par entaille et par écrasement montrent souvent des changements de qualité des bords en fonction de la vitesse, car les forces de compression et la dynamique de frottement au point de coupe changent à mesure que la vitesse de la bande augmente.
L'un des avantages commerciaux les plus significatifs de la configuration de découpeuse pneumatique à cisaillement est sa capacité à traiter une très large gamme de matériaux sur la même plate-forme de machine en ajustant la géométrie de la lame, la force latérale, le chevauchement et la tension de la bande. Le tableau ci-dessous résume les catégories de matériaux courantes et la manière dont les paramètres de refendage par cisaillement sont adaptés à chacune.
| Type de matériau | Épaisseur typique | Ajustements des paramètres clés | Résultat de qualité des bords |
|---|---|---|---|
| Film PET/BOPP | 12 à 50 µm | Faible force latérale, chevauchement minimal | Propre, sans poussière, sans boucle |
| Feuille d'aluminium | 6 à 100 µm | Angle de lame tranchant, chevauchement contrôlé | Sans bavure, pas de fissure |
| Stratifié flexible (emballage) | 60-250 µm | Force latérale moyenne, jeu de lame adapté | Pas de délaminage au bord |
| Tissu non tissé | 30 à 300 g/m² | Force latérale plus élevée, affûtage fréquent des lames | Coupe nette des fibres, effilochage minimal |
| Papier couché / doublure antiadhésive | 60 à 200 g/m² | Chevauchement modéré, mesures antistatiques | Bord lisse, pas de fracture du revêtement |
Cette adaptabilité constitue un avantage économique clé pour les transformateurs qui traitent plusieurs lignes de produits sur des équipements partagés. Une machine de refendage à air de type cisaillement unique peut être reconfigurée entre les séries de feuilles, de films, de stratifiés et de non-tissés en une seule équipe en modifiant la géométrie de la lame et en ajustant les paramètres de pression pneumatique, éliminant ainsi le besoin de machines dédiées par famille de matériaux qui seraient autrement nécessaires avec des technologies de coupe moins réglables.
La longévité des lames est une variable de coût opérationnel importante dans les opérations de refendage à grand volume. Lames de type cisaille – généralement fabriquées à partir de acier rapide (HSS), carbure de tungstène ou acier à outils à revêtement céramique — s'usent plus progressivement que les outils de coupe en entaille ou par écrasement, car l'action de cisaillement répartit la contrainte de coupe sur toute la circonférence du bord de la lame plutôt que de la concentrer en un seul point d'entaille. Lorsque la lame tourne pendant le déplacement de la bande, différentes parties du bord engagent le matériau de manière séquentielle, répartissant l'usure uniformément autour du périmètre de la lame plutôt que de créer une usure localisée à plat comme cela se produit avec des couteaux inciseurs fixes.
Le système de force latérale pneumatique contribue à la durée de vie de la lame de manière subtile mais importante : en permettant à l'opérateur de régler la force latérale minimale nécessaire pour obtenir la qualité de coupe requise, il empêche la force excessive qui émousse rapidement les lames lorsque les opérateurs serrent manuellement les porte-lames au-delà du réglage optimal pour compenser les problèmes perçus de qualité des bords. La force pneumatique contrôlée et reproductible signifie que les lames fonctionnent constamment au bon niveau d'engagement, maximisant l'intervalle entre les cycles de réaffûtage ou de remplacement.
La sécurité des opérateurs lors des opérations de refendage est une préoccupation persistante étant donné les lames rotatives tranchantes impliquées. Le système d'engagement pneumatique de la machine de refendage à air offre une amélioration significative de la sécurité par rapport aux porte-lames à actionnement mécanique qui obligent les opérateurs à atteindre la zone de la lame avec des outils manuels pendant la configuration ou le réglage. Grâce à l'actionnement pneumatique, les lames peuvent être complètement désengagées de la position de coupe à l'aide d'un panneau de commande avant qu'un contact de l'opérateur avec l'ensemble de lames ne soit nécessaire. De nombreuses conceptions de machines intègrent en outre des verrouillages de sécurité qui désengagent automatiquement toutes les stations de lame lorsque les protections sont ouvertes ou lorsque le circuit d'arrêt d'urgence est activé.
La possibilité de désengager les lames instantanément sans arrêter le lecteur Web est également précieuse sur le plan opérationnel. Si une épissure de bande, une zone défectueuse ou un corps étranger s'approche de la station de refendage, l'opérateur peut momentanément désengager les lames pour permettre à l'anomalie de passer à travers sans entrer en contact avec les bords de coupe, évitant ainsi d'endommager la lame et d'éviter une rupture de bande qui nécessiterait un arrêt complet de la machine et un cycle de réenfilage. Cette capacité est particulièrement appréciée dans les opérations à grande vitesse où l'arrêt et le redémarrage de la machine représentent un coût de productivité important.
La machine de refendage à air de type cisaillement offre sa combinaison d'avantages la plus convaincante dans les scénarios opérationnels suivants :
Dans tous ces scénarios, la combinaison de la commande pneumatique de précision, de l'action de cisaillement propre, de la configuration rapide et de la large compatibilité des matériaux de la machine de refendage à air de type cisaillement la positionne comme la plate-forme de refendage la plus complète techniquement disponible pour les applications de conversion exigeantes.
Copyright © ChangZhou AoHeng Machinery Co., Ltd. All Rights Reserved












